Slurry pump shaft seals play a critical part in improving pump uptime, reducing water consumption, and lowering operating costs.
by Jonathan Rowland
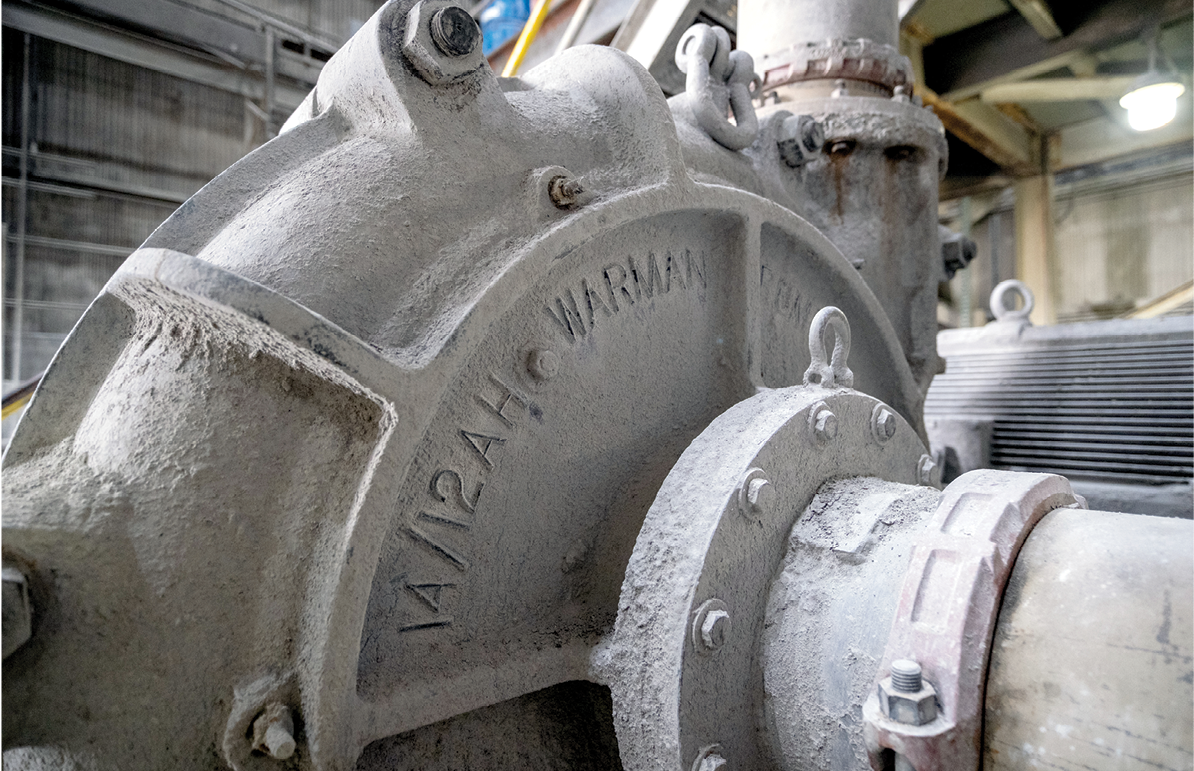
Slurry pumps power the circulatory system that keeps mineral processing plants running. Many factors go into ensuring the efficiency and reliability of these essential pieces of equipment. The shaft seal may play a supporting role relative to other considerations (e.g., slurry characteristics, pump design and materials, and operating conditions). Yet, it remains “fundamental to pump performance,” Warren Smith, market director for Global Mining at John Crane, told North American Mining. “It keeps process fluid contained, prevents contamination, and maintains hydraulic stability. In abrasive slurry applications, this balance directly affects efficiency.”
“When a seal leaks, slurry that should be discharged through the pump instead escapes, reducing the pump’s overall efficiency and costing operators time, product, and money,” agreed William Pisani, application engineer at Schurco Slurry.
Beyond hydraulic efficiency, seal selection impacts the overall cost and efficiency of mining processes, as Leo Perry, head of Product Management for GIW Slurry Pumps at KSB, added: “While different seal technologies may vary in power consumption, this tends to be a relatively small effect compared to the overall operation of the pump. Three more impactful outcomes of seal selection are maintenance requirements, water consumption, and seal life.”
A reliable seal minimizes frictional losses, protects bearings and sleeves from wear, and allows pumps to operate closer to their best efficiency point for extended periods. These factors combine to reduce maintenance costs and improve uptime – critical metrics in capital-intensive mining operations where unplanned downtime can cost thousands of dollars per hour. These factors, combined with the price of the seal itself, drive selection decisions and, when ignored, can lead to problems down the line.
A SEAL IS NOT JUST A SEAL
There are three primary sealing technologies offered for slurry pumps in mineral processing applications, each with distinct characteristics suited to different operating conditions. As Kevin Tague, product manager for Industrial Seals at Flowserve, noted: “The decision is not about ‘best’ technology; it is about fit. Mines must weigh water availability, pump speed, slurry abrasiveness, process criticality, downtime costs, and maintenance resources.”
Packing (stuffing box) seals are the traditional option and remain popular. Gland packing is inexpensive, easy to install, and can be adjusted during operation; different types are available depending on the application and pressure. The packing is housed in a stuffing box at the back of the pump casing. The shaft is usually protected by a hardened and/or tungsten carbide-coated sleeve for long life. Usually, clean sealing liquid (generally water) is injected into the gland to flush away solid particles and cool and lubricate the gland.
As Quinton Sutherland, global manager of Strategic Capital Pump Sales at Weir, noted: “With proper seal water supply and adjustment, they provide a low-cost and reliable sealing solution.”
The trade-off is substantial water consumption and accelerated sleeve wear, making packing best suited to non-critical services or locations with abundant water supplies.
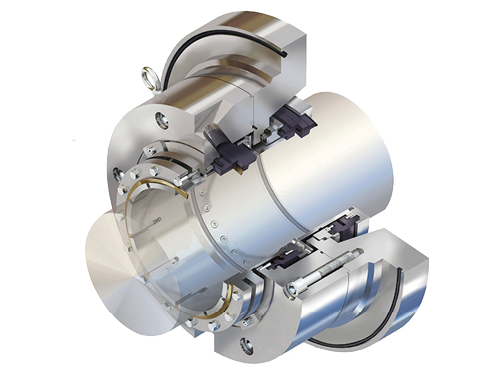
Mechanical seals offer controlled, efficient sealing with significantly lower water consumption than packing seals. Single mechanical seals provide excellent performance when supplied with clean or filtered flush water, while dual mechanical seals completely isolate the sealing interface from slurry, achieving zero visible leakage. “Transitioning from packing to engineered mechanical seals, combined with properly controlled flush or dual-seal systems, can reduce water use dramatically,” said John Crane’s Smith. “In several recent mining projects, our sealing solutions have achieved more than a 99% reduction in seal-related water consumption compared to older technologies.”
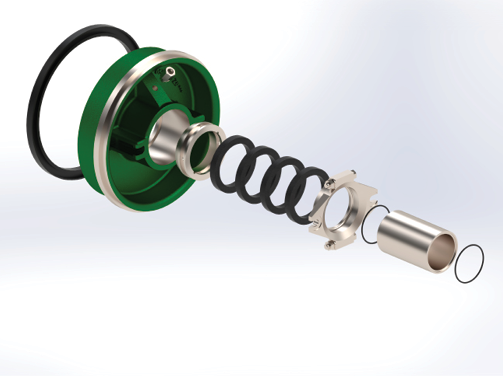
However, mechanical seals carry higher upfront costs and require proper installation with correct flush plans. Their complexity has historically limited adoption in slurry applications, though reliability improvements are changing this calculus. Split mechanical seals represent a significant advancement, enabling installation or replacement without dismantling equipment and reducing maintenance time, lifting requirements, and safety risks.
Centrifugal (expeller) seals use centrifugal force to create a rotating ring of liquid that prevents slurry from reaching the shaft. During operation, they require minimal to no external water, making them attractive for water-scarce regions. Dave Soper, product manager for Slurry Pumps at Weir, explained the mechanism: “The centrifugal seal uses a second, smaller impeller (called an expeller), which is mounted in a separate chamber behind the main impeller. When correctly applied, it has a rotating ring of liquid with its inner diameter located somewhere between the inner and outer expeller vane diameters.”
The limitation? Centrifugal seals are pressure-sensitive and generally unsuitable for multi-stage applications or negative inlet pressures. In addition, as Pisani noted, “Because it actively resists leakage by pushing slurry back into the pump, it also slightly increases the pump’s power demand compared to other seal types, typically by a few percentage points.”

MATCHING SEALS TO APPLICATIONS
Selecting the optimal seal configuration requires understanding multiple factors beyond simple cost comparison. “Effective seal selection starts with understanding the slurry,” explained Tague. Seal specialists will work with customers to evaluate particle size, shape, and abrasiveness (hardness): factors that affect face wear and material selection. For example, hard, angular particles demand robust hard-face combinations such as silicon carbide or tungsten carbide, often with diamond-like coatings to withstand abrasion. Meanwhile, solids concentration influences required protections, barrier fluids, and pressure margins, and the slurry’s chemical composition can raise corrosion concerns, which affect elastomer selection and corrosion resistance.
“Next,” added John Crane’s Smith, “we look at the pump’s operating conditions: pressure, speed, temperature, and shaft stability,” followed by maintenance capabilities. “All seals require maintenance, but the frequency, duration, and tools/skillset requirements can vary greatly,” noted KSB’s Perry.
“Other factors, like whether the seal can be safely maintained while the pump is running, may also be a key factor in some applications.” Packed glands, for example, require frequent adjustment but can be maintained during operation; in contrast, mechanical seals may offer longer service intervals but require shutdown for overhauls. The frequency of planned maintenance, along with the cost and availability of skilled labor, significantly influences which approach delivers the best results.
Only by assessing all these considerations can engineers tailor a sealing system – material grades, face combinations, flush plans, and environmental controls – that meets both operational demands and maintenance realities. Based on this, evaluating seals solely on upfront cost is likely to lead to suboptimal decisions. A comprehensive total cost of ownership (TCO) analysis is advised, accounting for multiple factors.
According to Flowserve’s Tague, TCO analysis “looks beyond purchase price,” requiring operators to factor in seal life and reliability, water consumption (often a substantial hidden cost), energy impact of water addition (especially in thickener or flotation circuits), maintenance time and labor, parts availability and replacement frequency, and downtime cost per hour. Initial engineering and capital costs for designing, procuring, installing, and commissioning a seal-water system should also be factored in.

THE WATER QUESTION
As hinted earlier in the discussion, in water-scarce regions, seal selection can directly impact operational sustainability. In addition to the environmental and social impacts, water consumption can represent a particularly high hidden cost. In operations pumping slurry to thickeners or flotation circuits, seal water dilutes the process stream, requiring additional energy for subsequent dewatering.
According to Flowserve’s Tague, “mechanical seals, particularly those engineered for slurry environments, can cut water use by 80% to 95% compared to packing.” Technologies that enable this reduction include self-contained slurry seals that require minimal external flushing, API Plan 32 alternatives that recycle process fluid, and dynamic containment systems that reduce the need for constant dilution. “Mechanical seals can operate at relatively high slurry densities with little or no flush, often aided by a quenching medium like grease or water,” added KSB’s Perry. Meanwhile, “centrifugal seals,” said Weir’s Sutherland, “do not require sealing water, eliminating the seal water requirement and slurry dilution.”
“In systems where these seals are not suitable, new water-flushed seal designs are continually improving, with many now requiring much less seal water than in the past,” concluded Pisani.
EXTENDING SERVICE LIFE
Modern slurry seals incorporate design features specifically engineered to combat abrasive wear and extend operating life. Tague outlined key design elements: “Robust hard-face combinations, non-clogging face geometries, integral particle exclusion features, pressurized barrier systems keeping contaminants away from faces, and engineered flush nozzles that direct flow where it is needed most protect not just the seal but also pump shaft components, driving longer intervals between rebuilds and reducing lifecycle costs.”
The seal chamber design itself can also make or break performance. As Tague continued, “a poorly designed seal chamber can sabotage even the best seal. Upgrading to enlarged or tapered chambers can significantly improve reliability” by reducing particle settlement and improving flushing effectiveness.
John Crane’s Smith described additional protective measures: “Protected springs, non-clog geometries, and efficient flushing all contribute to longer service life. From a maintenance perspective, split cartridge seals are a game-changer: they can cut replacement time from several hours to under one hour.” Material science is also advancing seal service life, as Pisani noted: “New compounds with better coefficients of thermal expansion are being developed to improve performance and durability in abrasive and high-temperature slurry applications.”

In addition to improving designs, preventing seal failures requires vigilant monitoring of key parameters. Tague recommends tracking several critical indicators, including flush flow and pressure (too low can cause face damage, too high can waste water), temperature rise at the seal gland, leakage trends, abrasive buildup in the seal chamber, and vibration signatures indicating bearing or alignment issues. “Vibration sensors installed near the seal area are increasingly recommended, especially for mechanical seals,” added Schurco’s Pisani. “Seal degradation can be difficult to detect visually, but changes in vibration patterns can provide early warnings.”
When it comes to leakage, KSB’s Perry noted that “packed glands are designed to operate at their peak performance with a steady stream of leakage. In contrast, mechanical seal leakage is typically measured in drips per minute or drips per hour, and each manufacturer will have specific recommendations for what is acceptable.”
When it comes to monitoring and maintaining sealing systems, digital technologies are changing the game. “Smart monitoring is entering the mining space rapidly,” Tague said.
“Today’s digital tools include wireless temperature and vibration sensors on seal glands, AI-driven analytics predicting failure based on operating patterns, automated flush control systems optimizing water use in real time, and dashboards comparing seal performance across multiple assets.”
Ultimately, the experts interviewed for this article converged on a critical point: seal failures often represent symptoms rather than root causes. As John Crane’s Smith put it: “In many cases, a seal failure is related to pump alignment, premature pump startup, operating instability, or poor flush control. Taking a system-wide approach, where the pump, seal, and support system are optimized together, consistently delivers the best results.”
STRATEGIC SEALING FOR MODERN MINING
As mining operations navigate pressures to improve reliability while reducing environmental impact, seal technology and management have evolved from afterthoughts to strategic considerations. By taking a comprehensive approach to seal selection, installation, and monitoring, mining operations can keep slurry pumps running efficiently while conserving valuable water resources and minimizing unplanned downtime.
Tague summarized the key principle: “The seal that lasts the longest with the least water – and the least intervention – will nearly always offer the best lifecycle value.”